




现场动平衡仪操作视频哪里有—品牌代理商每天更新[利泰检测]
现场动平衡仪操作视频哪里有—品牌代理商每天更新[利泰检测]
2020-07-07 09:41
很多网友在网上搜索现场动平衡仪操作视频,想要了解其操作步骤。有网友反应,搜索了一段时间,压根就没有找到想要的视频。现场动平衡仪不同的品牌操作方面可能会存在一些差别,但是原理都是一样的。
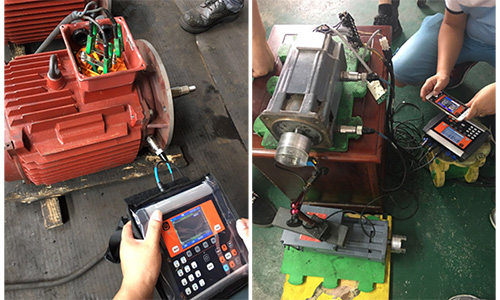
电机马达现场动平衡服务
我们昆山利泰会经常到客户现场去做动平衡校正服务,涉及到的行业包括风机、电机、压缩机、叶轮、泵浦等等。每次去现场做的时候,我们都会拍摄操作视频,不定期会更新。所以每次客户在网上询问现场动平衡仪操作视频的时候,我们都会要求加微信,然后客服人员统一将操作视频发送过去。此外,我们利泰检测客服人员每天都会跟新朋友圈,里面会有大量的现场动平衡仪操作视频。

大型风机现场动平衡校正
利泰检测作为品牌代理商,有着13年的行业经验,在现场动平衡这一块,每年操作服务客户都超过3000+,此外对于操作视频,客服每天会定时更新。更多客户想要了解具体的操作,可以随时来我们公司来进行实际操作和考察。

下一个 :
青岛动平衡仪好用吗—品牌代理商为您详细介绍
服务热线:0512-55123135 E-Mail:wh@ks-Leadtech.com
传真:0512-55123136
公司地址:江苏省昆山市庆丰西路639号智谷创意产业园207-3
